
Нормативні посилання
При розробці даної інструкції використані наступні нормативні документи:
- Сертифікат відповідності системи управління якістю виробництва ТОВ «МЕТАЛ ІНВЕСТ «СТАЛЬКОНСТРУКЦІЯ» вимогам ДСТУ EN ISO 9001:2018 Системи управління якістю.
- Сертифікат відповідності контролю виробництва на підприємстві ТОВ «МЕТАЛ ІНВЕСТ «СТАЛЬКОНСТРУКЦІЯ» ДСТУ Б EN 1090-12014 Виконання сталевих і алюмінієвих конструкцій. Частина 1. Вимоги до оцінки відповідності компонентів конструкцій (конструктивних компонентів і комплектів (для сталевих конструкцій класів виконання EXC1; EXC2; EXC3, що виготовлені згідно з ДСТУ EN 1090-2:2019)
- Сертифікат відповідності ТОВ «КОМПАНІЯ «МЕТАЛ ІНВЕСТ» вимогам контролю властивостей покриттів, нанесених методом гарячого цинкування зануренням на готові вироби зі сталі та чавуну, які викладені у ISO 1461:2022
- Сертифікат відповідності на продукцію. Конструкції сталеві опор повітряних ліній електропередачі і відкритих розподільних пристроїв підстанцій напругою 0,38 кВ і вище.
Якщо повітря всередині / під виробом буде перешкоджати зануренню в розплав цинку, або відсутні точки кріплення, або габарити виробу не відповідають розміру ванни- цинкування не можливо без зміни конструкції.
Якщо виріб потоне з технологічною швидкістю, але захопить невелику кількість повітря, то в «повітряної кишені» поверхня не буде очищена і оцинкована, та/або надлишок цинку залишиться на виробі («цинкова кишеня») – цинкування не буде виконано якісно.
Якщо конструкція виробу повністю відповідає рекомендаціям, в тому числі відсутній ризик деформації при нагріві – цинкування буде виконано якісно.
Якщо поверхня виробу не буде очищена від зайвих маркувань (клею, силікону, фарби, етикеток чи скотчу) вона не буде якісно оцинкована. (фото 1)
КАТЕГОРИЧНО ЗАБОРОНЕНО ВИКОРИСТОВУВАТИ (ПРИЗВОДИТЬ ДО БРАКУ):
- Силікони (спреї, мастила, антипригарні засоби): Силікон не розчиняється кислотою. Навіть мікроскопічні сліди силікону на металі гарантують 100% непроцинковку (чорні плями).
- Парафіни та воски
- Тверді мастила: Графіт (графітні мастила), дисульфід молібдену. Ці речовини видаляються лише механічно (піскоструминна або дробоструминна обробка).
- Консистентні мастила : Солідол, Літол, технічний вазелін, канатні мастила.

Можливість цинкування
Габаритні розміри
Габаритні розміри виробів для гарячого цинкування на ТОВ «КОМПАНІЯ «МЕТАЛ ІНВЕСТ» – до 13600мм*3000мм*1580мм.
Точки кріплення
Вироби, що обробляються, можуть бути закріплені на транспортній траверсі за отвори; існуючі транспортні гачки; “в обхват” (де це можливо без ризика втрати виробу). Точки кріплення повинні знаходиться на основних елементах виробу. Бажане розміщення точок кріплення для довгомірних виробів показано на малюнку
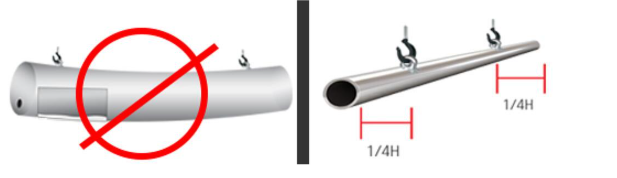
Труби довжиною від 5 м зовнішнім діаметром 16 мм (100 шт. в касеті) -76 мм (30 шт. у касеті); можуть закріплюватися на пристосуванні.
Плоскі дотичні поверхні, обварені по замкнутому контуру
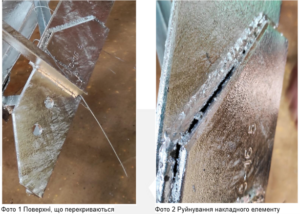
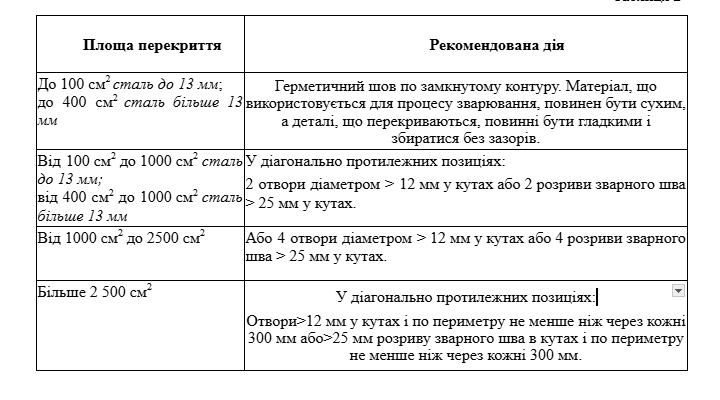
Якщо шов, який з’єднує поверхні, що перекрива, зварений по замкнутому контуру (фото 1), він повинен бути герметичним, інакше очищаючі розчини через точкові отвори проникнуть в порожнину і випаровується при нагріванні; розширення парів може призвести до руйнування виробу та виплеску цинку з ванни (фото2). Зі збільшенням площі перекриття ризик накопичення вологи у місці контакту призводить до необхідності вентиляції. Потрібно передбачити вентиляційні отвори або розриви зварного шва відповідно до таблиці 1. Не завжди необхідно свердлити обидві деталі, що стикаються, але це сприяє вільному перебігу рідини. Отвори слідсвердлити якомога ближче до кутів. Після цинкування вентиляційні отвори можуть бути загерметизовані.
Вироби з відкритого профілю
На фермах з відкритих профілів (кутники, швелери, двотаври) елементи решітки до поясів ферми повинні бути приварені з зазором не менше 10мм, (малюнок 2), щоб не було перешкод стіканню цинку по площині поясу/виходу повітря
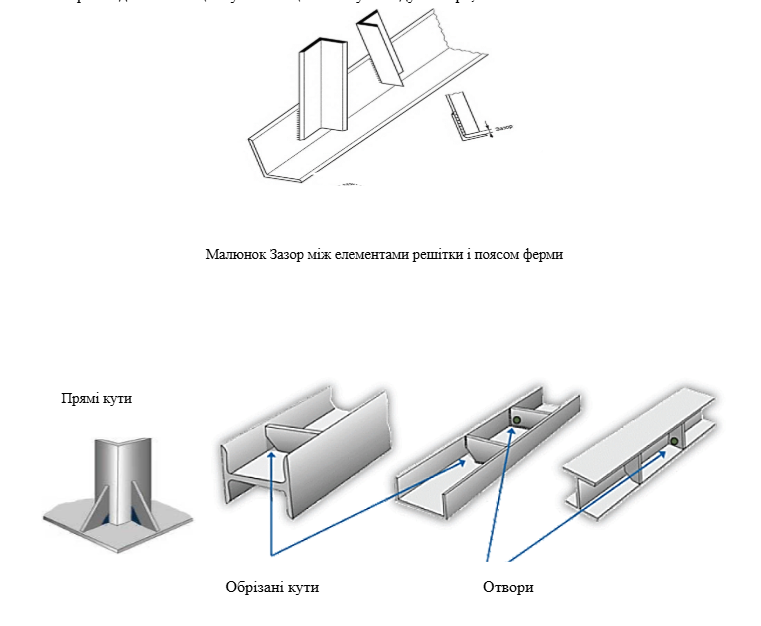
Прямі кути зовнішніх ребер жорсткості, опорних та торцевих пластин, а також перегородок у швелерних перерізах повинні бути обрізані щонайменше на 15 мм або отвори діаметром не менше 13 мм повинні розташовуватися в пластинах якомога ближче до кутів.
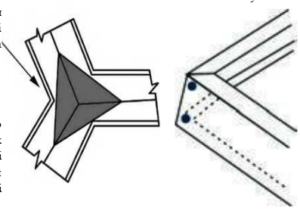
Кутові елементи
Кутові елементи конструкцій з відкритого профілю у нижній або верхній точках закріпленого на траверсі виробу повинні мати отвори діаметром не менше 13 мм якомога ближче до кутів або бути обрізані щонайменше на 15 мм
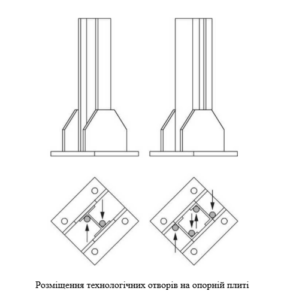
Конструкції з відкрітого профілю на опорних плитах
Приклади розміщення технологічних отворів (діаметр не менше 13 мм) на опорній плиті (нижня і верхня точки закріпленого на траверсі виробу) на малюнку.
Вироби із замкнутого профілю
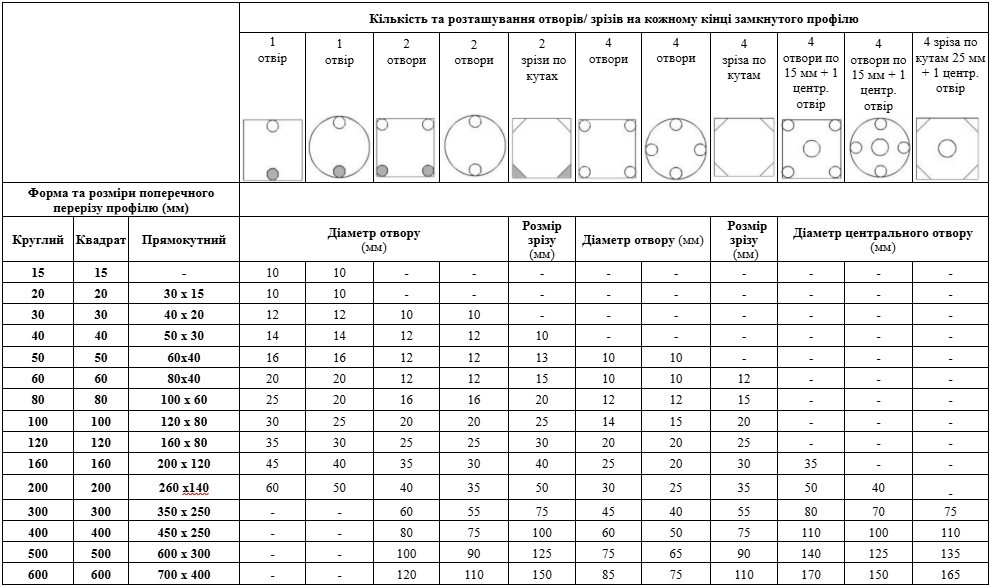
Найбільш бажана конструкція виробів із замкнутого профілю – повністю відкритий переріз, в інших випадках необхідні технологічні отвори. Кожна закрита секція має бути забезпечена вентиляційним та дренажним отворами. Розміщення отворів повинно відповідати оптимальному положенню закріпленого на траверсі виробу ( верхня та нижня точка). Кількість і розмір отворів для секцій довжиною до 6 м вказано у таблиці 3. (Заштриховані отвори або зрізи позначають отвір або зрізи на протилежному кінці порожнистої секції; розмір зрізу, зазначений у цій таблиці, стосується довжини прилеглої сторони, а не довжини діагоналі). При довжині замкнутої секції більше 6 м площа отвору – не менше 40% від площі перерізу.
Ферми з замкнутого профілю
Оптимальне розташування отворів для ферм показано малюнку
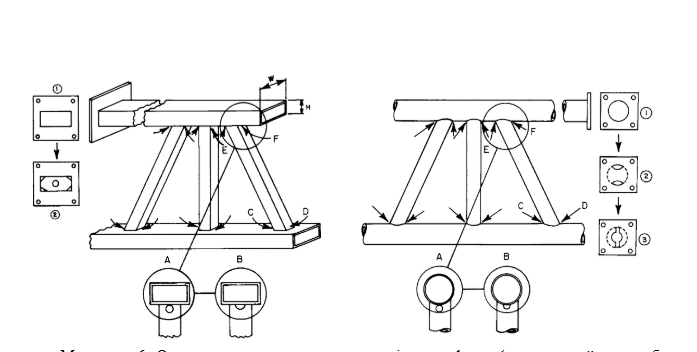
Оптимальне розташування отворів для ферм (прямокутний та трубчастий профіль)
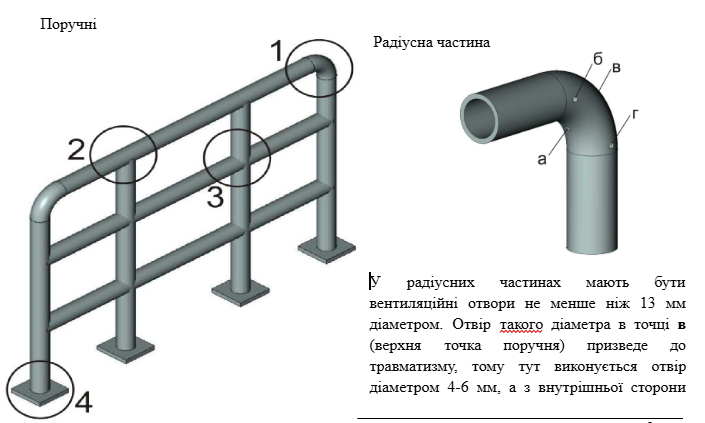
Місця з’єднання горизонтальних труб із вертикальними. Якщо у виробі відсутні внутрішні отвори, рівні діаметру труби, кожен елемент розглядається як окремий виріб, до якого застосовується загальне положення про отвори у верхній і нижній точці; допускаються наскрізні отвори. Кожен зовнішній вентиляційний отвір має бути розташований максимально близько до зварювального шва та мати діаметр 25% внутрішнього діаметра використаної труби, але не менше 10 мм.
Вентиляційні отвори в кінцевих секціях повинні мати діаметр не менше 13 мм.

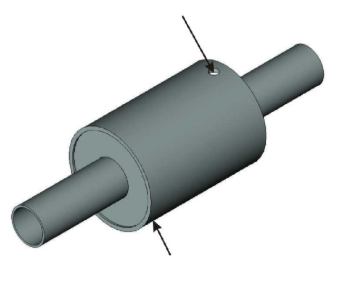
Вироби «Труба в трубі»
Для з’єднання труб різного діаметра у виробах «труба в трубі» використовують одне або два розпірних кільця. Після збирання між трубами утворюється замкнутий (або закритий з одного кінця) об’єм, для вентиляції якого повинні бути отвір / отвори діаметром не менше 10 мм.
Ризик деформації
При нагріванні у ванні цинкування відбувається зняття напруг, що виникають при виробництві сталі та в наступних операціях виготовлення, якими не керує ТОВ «КОМПАНІЯ «МЕТАЛ ІНВЕСТ». Підприємство оцінює наявність ризиків деформації за конструктивними ознаками:
– симетричний дизайн (збалансованість напруги);
– холоднокатаний профіль (прокатна напруга);
– співвідношення товщин прокату, звареного в один вузол 2,5:1 і більше (диференційоване теплове розширення), наприклад тонкий лист (до 3мм), приварений до рами;
– суцільні протяжні зварні шви на холоднокатаному профілі (зварювальні напруги).
– невідповідність вимогам до розміщення та розмірам вентиляційних отворів довгих виробів (теплова деформація через істотний градієнт температур через занадто повільне занурення у ванну цинкування).

Щиро дякуємо за увагу!
Завантажити документ у форматі PDF можна по лінку
Відділ гарячого цинкування: