Гаряче цинкування — це промисловий стандарт захисту металу в Черкасах, який забезпечує неперевершену довговічність конструкцій. У світі, де корозія щороку завдає збитків інфраструктурі, цей метод стає базовою інвестицією для будь-якого відповідального бізнесу.
Чому професійні забудовники обирають гаряче цинкування? Сфери застосування у промисловому будівництві
Чому вибір на користь гарячого цинкування — це інвестиція в довговічність?
Основна перевага гарячого цинкування полягає у створенні надійного бар’єру між сталлю та агресивним навколишнім середовищем. До головних переваг методу належать:
- Висока корозійна стійкість: Покриття витримує десятиліття експлуатації навіть у найважчих умовах.
- Ефект самовідновлення: При появі дрібних подряпин цинк «затягує» їх завдяки електрохімічним процесам, запобігаючи руйнуванню основної сталі.
- Відсутність частого обслуговування: Оцинковані конструкції не потребують щорічного фарбування, що суттєво знижує експлуатаційні витрати протягом життєвого циклу об’єкта.
Основні галузі застосування оцинкованих металоконструкцій
Завдяки своїй надійності, оцинкований метал став незамінним у багатьох B2B-секторах. Загальна таблиця типів конструкцій які варто цинкувати:
| Галузь | Що саме цинкуємо | Чому це критично важливо |
| Будівництво та інфраструктура | Мости, опорні балки, естакади | Захист від атмосферних опадів та солі |
| Агропромисловий сектор | Елеватори, ангари, системи поливу, ферми | Стійкість до агресивного середовища (добрива, волога) |
| Енергетика та зв’язок | Опори ЛЕП, щогли мобільного зв’язку, вежі | Робота у важкодоступних місцях, де неможливо фарбувати |
| Дорожня інфраструктура | Відбійники, світлові опори, знаки,рамки | Безпека та довгий термін служби без корозії |
Експертна думка MetalInvest: важливість якості покриття
Ми в MetalInvest переконані, що якість захисту залежить не лише від товщини цинкового шару, але й від технологічної дисципліни.
«Наш технолог відзначає, що правильна підготовка поверхні перед ванною цинкування збільшує термін експлуатації конструкції на 5-7 років. Якість адгезії цинку до сталі залежить від ретельного знежирення та травлення, які ми проводимо на нашому виробництві». – Томащук Альона
Саме тому ми приділяємо особливу увагу кожному етапу підготовки металу, що гарантує відповідність конструкцій найвищим стандартам якості.


У сучасному будівництві термін експлуатації об’єкта є ключовим показником його якості. Використання металоконструкцій без належного антикорозійного захисту — це свідомий ризик виникнення прихованих дефектів. Гаряче цинкування сьогодні є золотим стандартом, який дозволяє уникнути капітальних ремонтів на десятиліття вперед.
У будівельній індустрії ми працюємо з широким спектром конструкцій, де захист від вологи та зовнішніх факторів є критичним:
- Несучі каркаси будівель: Колони, ригелі та ферми, що є «скелетом» споруди. Цинковий шар гарантує цілісність конструкції незалежно від вологості повітря.
- Мостові конструкції та естакади: Ці об’єкти постійно піддаються впливу опадів, перепадів температур та часто — агресивних дорожніх реагентів (солей).
- Системи огородження та фасади: Металеві підсистеми для навісних фасадів, паркани та перильні огородження, які мають зберігати естетичний вигляд без корозійних «патьоків».
- Сходові марші та пожежні драбини: Елементи, що знаходяться поза межами основного приміщення і найбільше схильні до впливу зовнішнього середовища.
Для будівельної компанії гаряче цинкування — це не лише технічне рішення, але й стратегічна економія:
- Мінімізація витрат на експлуатацію: Оцинковані елементи не потребують періодичного оновлення фарби. Це виключає витрати на технічне обслуговування на 20–30 років.
- Швидкість монтажу: Оцинковані деталі прибувають на будмайданчик уже готовими до встановлення. Не потрібно витрачати час на антикорозійне фарбування на об’єкті.
- Безпека конструкції: На відміну від холодного цинкування чи фарбування, гарячий метод забезпечує повне покриття конструкції, включаючи важкодоступні внутрішні порожнини профільних труб.
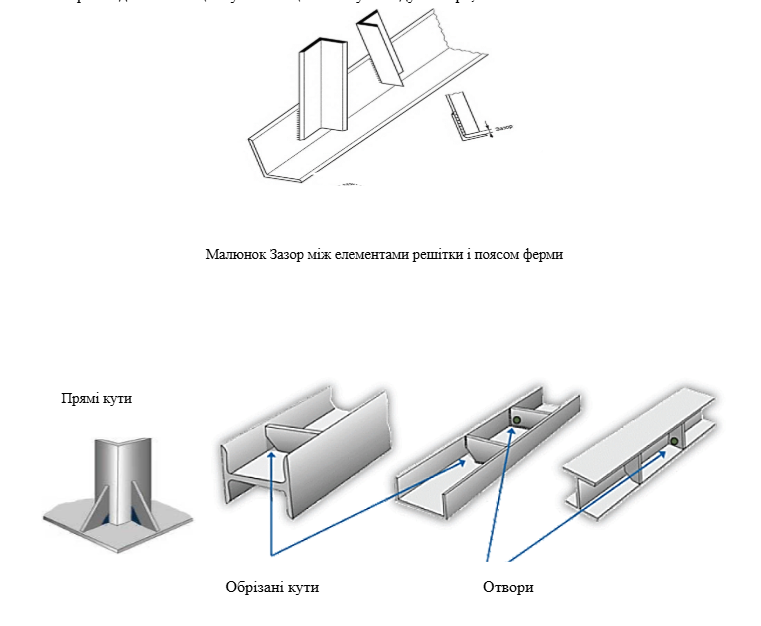
Думка нашого технолога: «В будівельних проєктах ми часто бачимо, як конструкції, оцинковані гарячим методом, зберігають свою первинну міцність навіть через 40 років після монтажу. Головна вимога — правильний дизайн конструкції, щоб цинк міг вільно проникати у всі технологічні отвори».
Гаряче цинкування в агросекторі: як захистити елеватори та ангари від корозі
Для агропромислового підприємства металоконструкції — це основа виробничих потужностей. Але в умовах сучасного господарства звичайне фарбування металу перетворюється на нескінченний та дороговартісний цикл підтримання об’єктів у робочому стані. Гаряче цинкування стає тим рішенням, що дозволяє забути про антикорозійну обробку на 50 років.

Ключові об’єкти агросектору, що потребують цинкування
1. Цинкування елеваторного обладнання
Каркаси силосів, опори транспортерів та опорні металоконструкції — це об’єкти з високим навантаженням. Гаряче цинкування забезпечує не лише захист від іржі, а й гладкість поверхні, що важливо для очищення від пилу та зернового залишку.
2. Цинкування каркасів ангарів та зерносховищ
Великогабаритні конструкції ангарів після гарячого цинкування не потребують жодного догляду. Це дозволяє забути про необхідність висотних робіт з перефарбування конструкцій, що значно економить бюджет компанії.
3. Цинкування систем зрошення (поливу)
Труби та кріплення для систем поливу знаходяться в постійному контакті з водою. Гаряче цинкування покриває метал зсередини та ззовні, гарантуючи, що всередині труб не утвориться наліт іржі.
Переваги для агробізнесу: Чому це вигідно?
- Повна окупність: Вартість гарячого цинкування вища за фарбування лише на етапі монтажу. Проте протягом наступних 10 років витрати на фарбування перевищують вартість цинкування в 3-5 разів.
- Безпека продукції: Оцинковане покриття є екологічно безпечним і не виділяє шкідливих речовин при контакті з харчовою продукцією (зерном, насінням), що важливо для сертифікації за міжнародними стандартами.
- Висока стійкість до механічних пошкоджень: При завантаженні/розвантаженні або монтажі обладнання фарба легко дряпається. Шар цинку металургійно пов’язаний зі сталлю, тому він не відшаровується навіть при сильних ударах.
Думка нашого технолога: «В агросекторі ми часто працюємо з нестандартними вузлами конструкцій. Гаряче цинкування має унікальну перевагу — воно «проливає» всі важкодоступні місця, зварні шви та внутрішні порожнини профільних труб. Жоден пензлик або краскопульт не забезпечить такого захисту в місцях з’єднання конструкцій».- Томащук Альона

Гаряче цинкування в енергетиці та телекомунікаціях:
Енергетичні об’єкти часто знаходяться у віддалених районах, де проведення регулярних ремонтних робіт є технічно складним і фінансово обтяжливим завданням.
Переваги для галузі:
- Захист у важкодоступних місцях: Опори, які стоять у болотистій місцевості, полях або на лініях електропередач, практично неможливо регулярно фарбувати. Цинкове покриття «працює» автономно, не потребуючи контролю.
- Стійкість до вібрацій та навантажень: Щогли мобільного зв’язку піддаються постійним вітровим навантаженням. Гаряче цинкування не розтріскується при деформаціях, на відміну від лакофарбових матеріалів, що стають крихкими з часом.
- Відсутність «вузлової» корозії: У місцях болтових з’єднань конструкцій найчастіше з’являється іржа. Метод гарячого занурення гарантує, що кожна деталь, включаючи різьбові отвори та краї металу, буде повністю захищена.
Типи конструкцій які потребують цинкування в енергетиці?

- Опори ЛЕП: Як основні несучі конструкції, так і допоміжні вузли (траверси, кронштейни).
- Вежі та щогли зв’язку: Від висотних конструкцій для базових станцій до компактних антенних щогл у містах.
- Портали та підстанції: Металоконструкції відкритих розподільчих пристроїв, які працюють під постійною напругою та впливом клімату.
- Кабеленесучі системи: Оцинковані лотки та консолі, що забезпечують захист та комунікацію всередині енергетичних вузлів.
Експертний підхід: на що звертають увагу фахівці MetalInvest
Проєктування конструкцій для енергетики має свою специфіку, яку ми враховуємо при прийманні замовлень:
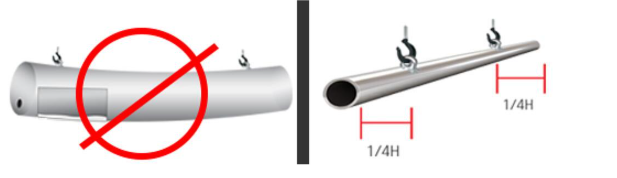
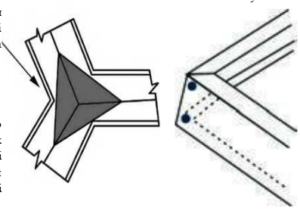
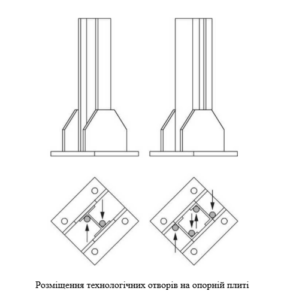
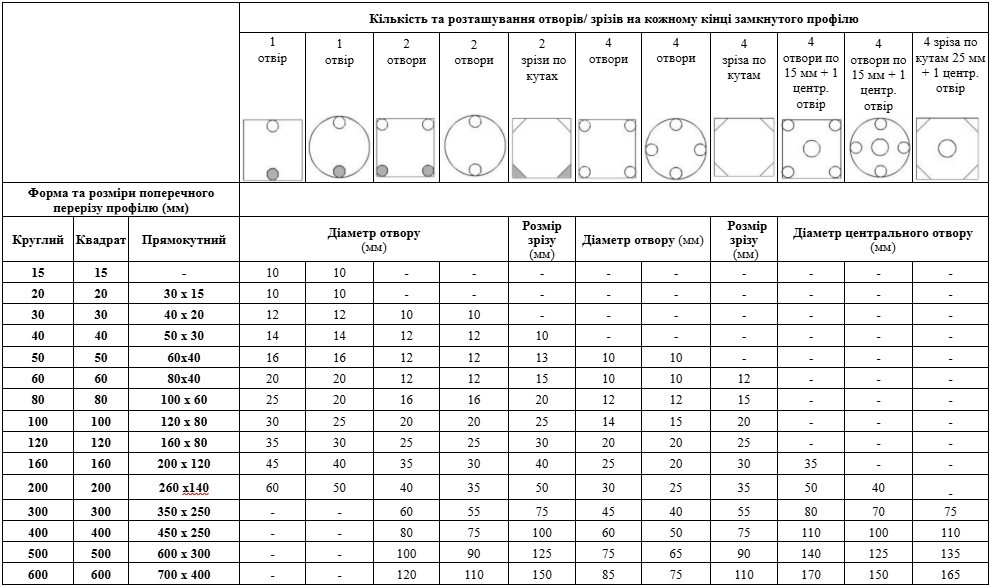
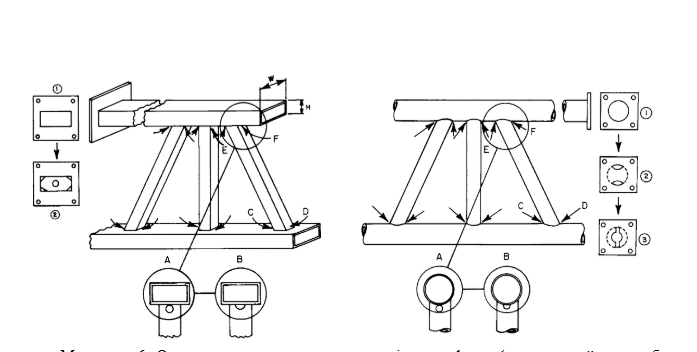
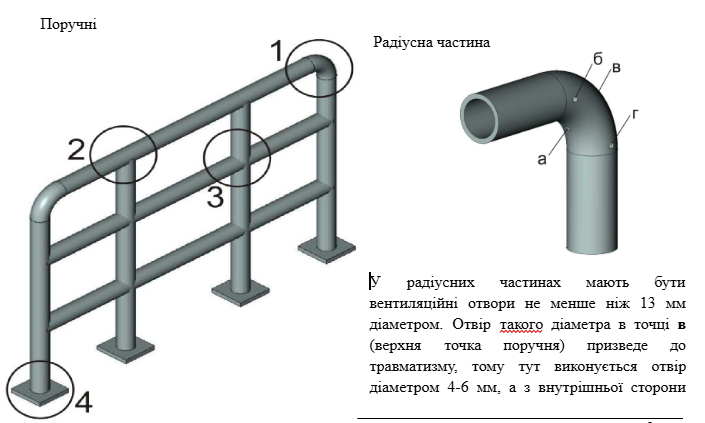
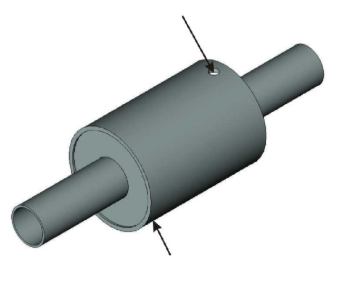
«При цинкуванні щогл зв’язку та опор ЛЕП ми завжди рекомендуємо клієнтам уникати створення закритих повітряних порожнин. Якщо в металоконструкції є порожнини, ми допомагаємо правильно розмістити технологічні отвори для входу цинку та виходу повітря. Це гарантує ідеальну якість покриття як зовні, так і всередині профільних труб», — зазначає наш технолог. – керівник відділу ВТК Файт Людмила
Як замовити гаряче цинкування для металовиробу?
Плануєте масштабний проєкт? Ми забезпечимо надійний захист ваших металоконструкцій, що витримає випробування часом та складними кліматичними умовами.
Ознайомтеся з деталями послуги та залишайте заявку на гаряче цинкування.